-
1 гребёнка для внутренней резьбы
Engineering: inside chaserУниверсальный русско-английский словарь > гребёнка для внутренней резьбы
-
2 гребенка для внутренней резьбы
Русско-английский политехнический словарь > гребенка для внутренней резьбы
-
3 гребёнка для нарезания внутренней резьбы
Construction: inside chaser, internal chaserУниверсальный русско-английский словарь > гребёнка для нарезания внутренней резьбы
-
4 набор (ручных) инструментов для нарезания наружной и внутренней резьбы
Automation: tap-and-die setУниверсальный русско-английский словарь > набор (ручных) инструментов для нарезания наружной и внутренней резьбы
-
5 набор инструментов для нарезания наружной и внутренней резьбы
1) Mechanics: tap-and die set2) Automation: (ручных) tap-and-die setУниверсальный русско-английский словарь > набор инструментов для нарезания наружной и внутренней резьбы
-
6 набор ручных инструментов для нарезания наружной и внутренней резьбы
Makarov: tap-and-die setУниверсальный русско-английский словарь > набор ручных инструментов для нарезания наружной и внутренней резьбы
-
7 резец для нарезания внутренней резьбы
Engineering: internal thread turning toolУниверсальный русско-английский словарь > резец для нарезания внутренней резьбы
-
8 станок для шлифования внутренней резьбы
Automation: internal thread grinder, internal thread grinding machineУниверсальный русско-английский словарь > станок для шлифования внутренней резьбы
-
9 гребенка для нарезания внутренней резьбы
Russian-English dictionary of construction > гребенка для нарезания внутренней резьбы
-
10 основной профиль резьбы
основной профиль резьбы
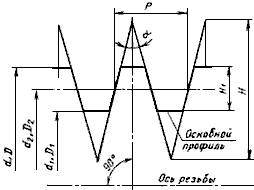
Общий для наружной и внутренней резьбы профиль, который определен номинальными размерами его линейных и угловых элементов и является основой для определения номинального профиля резьбы.
Примечание
Термин применяют, в основном, для таких резьб, у которых номинальные профили наружной и внутренней резьбы различаются.
Для резьб, у которых номинальные профили наружной и внутренней резьбы совпадают с основным профилем, применяют термин "номинальный профиль резьбы".
В зависимости от формы и размеров элементов основного или номинального профиля, резьбы подразделяют на метрическую, трапецеидальную, упорную, трубную и др.
[ ГОСТ 11708-82( СТ СЭВ 2631-80)]Тематики
Обобщающие термины
EN
DE
FR
D. Grundprofil des Gewindes
E. Basic profile
F. Profil de base
Общий для наружной и внутренней резьбы профиль, который определен номинальными размерами его линейных и угловых элементов и является основой для определения номинального профиля резьбы (черт. 19)
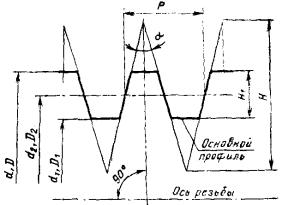
Черт. 19
Источник: ГОСТ 11708-82: Основные нормы взаимозаменяемости. Резьба. Термины и определения оригинал документа
Русско-английский словарь нормативно-технической терминологии > основной профиль резьбы
-
11 рабочая высота профиля резьбы
рабочая высота профиля резьбы (H1)
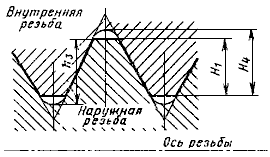
Длина проекции участка взаимного перекрытия профилей сопрягаемых наружной и внутренней резьб на перпендикуляр к оси резьбы.
Примечание
Для конической резьбы рабочую высоту профиля определяют между двумя параллельными прямыми, касательными к вершинам наружной и внутренней резьб (см. черт.32 настоящего стандарта).
[ ГОСТ 11708-82( СТ СЭВ 2631-80)]Тематики
Обобщающие термины
EN
DE
FR
41. Рабочая высота профиля резьбы
D. Profilüberdeckung des Gewindes
E. Thread overlap
F. Recouvrement
H1
Длина проекции участка взаимного перекрытия профилей сопрягаемых наружной и внутренней резьб на перпендикуляр к оси резьбы (см. черт. 21 и 22)
Источник: ГОСТ 11708-82: Основные нормы взаимозаменяемости. Резьба. Термины и определения оригинал документа
Русско-английский словарь нормативно-технической терминологии > рабочая высота профиля резьбы
-
12 нарезание резьбы
Русско-английский новый политехнический словарь > нарезание резьбы
-
13 нарезка резьбы
нарезка резьбы
1. Нарезка внутренней резьбы цилиндрическим метчиком с двумя или более режущими элементами такой формы, чтобы нарезать резьбу желаемого размера и формы. В сочетании вращения с движением вдоль оси вращения ведущий конец нарезает внутреннюю резьбу, при этом метчик в основном опирается на нарезаемую резьбу.
2. Открытие выпускного отверстия плавильной печи для удаления расплавленного металла.
3. Выпуск расплавленного металла из печи.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > нарезка резьбы
-
14 консервация внутренней поверхности трубы
Русско-английский военно-политический словарь > консервация внутренней поверхности трубы
-
15 стальные трубы для электропроводок
стальные трубы для электропроводок
-EN
electrical metallic conduit
EMC
Conduit, usually fabricated of steel, which encloses electrical wiring, thereby protecting the wiring from outside damage. The difference between electrical metallic conduit and electrical metallic tubing (EMT) is that conduit is heavy-walled and usually has threaded ends; in contrast, tubing is thinner and is not threaded. Between these two is an intermediate metallic conduit (IMC), which is 25 percent lighter and less costly than EMT; it may be threaded or threadless.
[ http://www.answers.com/topic/electrical-metallic-conduit-emc-1]7.2. Заготовка стальных труб включает операции очистки, окраски, сушки, резки, изгибания труб, снятия фасок, нарезки или накатки резьбы. Заготовленные прямые и угловые элементы труб комплектуют, маркируют, пакетируют или загружают в контейнеры, а также собирают в пакеты и блоки.
7.3. Перед окрашиванием трубы следует зачищать механическим способом (вращающимися металлическими ершами внутреннюю поверхность и щетками - наружную) или обрабатывать химическими методами, например, преобразователями ржавчины в соответствии с рекомендациями заводов-изготовителей.
7.4. При наличии на внутренней поверхности грата, который может повредить изоляцию проводов или кабелей при их прокладке, его необходимо удалить или притупить. Наиболее простой способ удаления грата - обкатка труб с помощью шестигранника.
7.5. Стальные трубы, поверхность которых не имеет антикоррозионных покрытий, должны быть окрашены лакокрасочными материалами: снаружи и изнутри при прокладке в установках с химически активными средами; только снаружи - при открытой прокладке в сухих, влажных, сырых, особо сырых, пыльных, жарких помещениях, наружных установках и в грунте. Трубы не следует окрашивать при прокладке в подливке пола, фундаментах и заштукатуриваемых бороздах.
7.6. Номенклатура лаков и красок для антикоррозионной защиты труб приведена в прил. 16.
7.7. Стальные трубы можно окрашивать, окуная их в ванну с краской и просушивая затем конвекционным или терморадиационным способами.
Применяют также окрашивание заготовленных трубных элементов методом распыления краски.
7.8. Окончательная окраска открыто проложенных труб и опорно-поддерживающих конструкций должна производиться генподрядной организацией в соответствии с требованиями дизайна помещения (установки) и учетом окружающей среды.
7.9. Резку труб следует выполнять на трубоотрезном механизме СОТ. Рекомендуется также применять плазменную резку труб с применением аппаратов АПР-403 (производства степанаванского завода), А1612 (производства института электросварки им. Патона) или им подобных.
7.10. Для снятия заусенцев и притупления кромок рекомендуется использовать универсальный райбер РУ и хвостовики ХК-1 и ХФ-1.
Нарезку резьбы на трубах следует выполнять на трубонарезном механизме СНТ с резьбонарезной головкой. На легких водогазопроводных и электросварных трубах резьба должна накатываться с помощью резьбонакатных головок ВНГТ или плашками завода «Фрезер».
7.11. Для изгибания труб рекомендуется применять универсальный трубогиб УШТМ-2. Для труб диаметром 16-40 мм используют штатные сегменты и ролики, а для труб большого диаметра - сегменты и ролики специального изготовления.
Технические данные механизмов приведены в прил. 17.
7.12. Перемещение труб на технологических линиях после каждой операции должно быть механизировано, для этого следует применять тележки, наклонные стеллажи, рольганги, кран-балки, тельферы.
7.13. Рекомендуемая компоновка технологической линии по обработке стальных труб с предварительной окраской приведена на рис.9, технические данные линии в прил. 18.
7.14. При заготовке труб необходимо учитывать следующее: трубы по ГОСТ 3262-75* выпускаются черными и оцинкованными, а по ГОСТ 10704-76 только черными; легкие трубы (ГОСТ 3262-75*) по согласованию с потребителем поставляются с накатанной резьбой; для использования муфт по ГОСТ 8966-75 на водогазопроводных трубах по ГОСТ 3262-75* должна нарезаться трубная цилиндрическая резьба по ГОСТ 6357-81 класса В.
Для изгибания и заготовки угловых элементов рекомендуется использовать трубы по ГОСТ 3262-75*, для прямых элементов - трубы по ГОСТ 10704-76.
7.15. Для соединения труб без резьбы, прокладываемых открыто в помещениях с нормальной средой, допускается применять гильзы из листовой стали, отрезки труб большего диаметра и раструбные муфты дли соединения труб сваркой. Эскиз раструбной муфты приведен на рис. 10, размеры - в табл. 10. Муфты следует изготовлять в МЭЗ из мерных отрезков труб методом выдавливания раструбов с предварительным разогревом или методом холодной раскатки
[Министерство архитектуры, строительства и жилищно-коммунального хозяйства. Концерн «ЭЛЕКТРОМОНТАЖ». Инструкция по монтажу электропроводок в трубах]Тематики
- электропроводка, электромонтаж
Действия
- изгибание труб трубогибом
- накатка резьбы на трубах
- нарезка резьбы на трубах
- окраска
- притупление кромок
- резка
- снятие заусенцев с кромок
- снятие фасок
- сушка
- чистка
EN
Русско-английский словарь нормативно-технической терминологии > стальные трубы для электропроводок
-
16 нарезать резьбу М6 на глубину 3 мм
Русско-английский научно-технический словарь переводчика > нарезать резьбу М6 на глубину 3 мм
-
17 нарезать
нарезать М6 на глубину 3 мм [для внутренней резьбы] — Tap M6X3 mm deepнарезать М6 на глубину 3 мм [для наружной резьбы] — Cut thread M6X3 mm deepПоставки машин и оборудования. Русско-английский словарь > нарезать
-
18 характеристики
характеристики
—
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]Тематики
- электросвязь, основные понятия
EN
5.2 Характеристики
5.2.1 Краны должны обеспечивать подачу воды на смыв при минимальном рабочем давлении 0,1 МПа в количествах и с расходами, указанными в таблице 1.
Таблица 1
Условный проход крана Dy, мм
Расход воды, л/с
Количество воды, поступающей на смыв за один цикл, л
мин.
макс.
мин.
макс.
10, 15
0,2
1,0
0,6
4,0
20
1,0
1,7
4,0
7,0
25
1,5
2,0
6,0
8,0
5.2.2 Краны должны иметь устройство для регулирования количества воды, подаваемой на смыв.
5.2.3 Краны должны быть герметичны и выдерживать пробное давление воды не менее 1,6 МПа для кранов I группы и не менее 0,9 МПа - для кранов II группы.
5.2.4 Краны должны обеспечивать плотное закрытие при рабочих давлениях до 1,0 МПа для кранов I группы и до 0,6 МПа - для кранов II группы.
5.2.5 Конструкция крана должна исключать возможность обратного всасывания загрязненной воды в водопроводную сеть из промываемых приборов при возникновении разрежения в системе водопровода до 0,08 МПа. При этом высота подъема воды в смывной трубе не должна превышать 250 мм.
5.2.6 Конструкция крана должна обеспечивать такое его закрытие, при котором давление воды в водопроводной сети перед ним не должно увеличиваться более чем на 50% по сравнению со статическим давлением.
5.2.7 Усилие на пусковое устройство (ручка, кнопка) крана, необходимое для его открытия, не должно быть более 35 Н, а открывание и закрывание вентиля должно происходить при крутящем моменте не более 2Н × м при давлениях, указанных в п. 5.2.4.
5.2.8 Технический ресурс кранов с учетом замены резино-технических изделий должен составлять не менее 100000 рабочих циклов, наработка до отказа - не менее 50000 циклов.
5.2.9 Краны должны классифицироваться по трем акустическим группам I, II, III в зависимости от значения La - уровня шума арматуры в дБА или Ds - приведенной разности уровней в дБА в соответствии с таблицей 2 для вновь разрабатываемой водоразборной арматуры.
Таблица 2 Уровень шума в дБА
Акустическая группа
Ds
La
I
³ 25
£ 20
II
³ 25
£ 30
III
< 15
< 50
5.2.10 Параметр шероховатости видимых в условиях эксплуатации поверхности деталей с защитно-декоративным гальваническим покрытием должен быть Ra £ 0,63 по ГОСТ 2789.
5.2.11 Наружная видимая после монтажа поверхность крана из цветных металлов должна иметь защитно-декоративное гальваническое покрытие вида Н9.б.Х.б по ГОСТ 9.303.
Допускается применение других видов защитно-декоративных покрытий, обеспечивающих качество защиты и декоративность в течение установленного ресурса.
5.2.12 Защитно-декоративное покрытие должно быть сплошным, не иметь отслаивания покрытия и др. дефектов и должно удовлетворять ГОСТ 9.301.
5.2.13 Детали, изготовленные из пластмасс, не должны иметь трещин, вздутий, наплывов, раковин, следов холодного спая и посторонних включений, видимых без применения увеличительных приборов. Выступы или углубления в местах удаления литников не должны превышать 1 мм, а следы от разъема пресс-форм - не более 0,5 мм.
Не допускаются отклонения формы деталей, влияющие не качество их сопряжений.
5.2.14 Детали крана, изготовленные из металла, не должны иметь видимых дефектов (вмятин, гофр, царапин и др.).
5.2.15 Основные размеры метрической резьбы должны соответствовать требованиям ГОСТ 24705 с допусками по ГОСТ 16093, степень точности 7Н - для внутренней и 8g - для наружной резьбы.
Резьба должна быть чистой и не иметь поврежденных витков. Сбеги резьб, недорезы проточки и фаски должны выполняться по ГОСТ 10549. Не допускается наличие сорванных витков, а также заусенцы на поверхности резьбы, препятствующие соединению деталей.
Источник: ГОСТ 11614-94: Краны смывные полуавтоматические. Технические условия оригинал документа
1.2. Характеристики
1.2.1. Качественные показатели зол различных видов должны соответствовать требованиям, указанным в таблице.
Наименование показателя
Вид сжигаемого угля
Значение показателя в зависимости от вида золы
I
II
III
IV
1. Содержание оксида кальция (СаО), % по массе:
для кислой золы, не более
Любой
10
10
10
10
для основной золы, св.
Бурый
10
10
10
10
в том числе:
свободного оксида кальция (СаОсв) не более:
для кислой золы
Любой
Не нормируется
для основной золы
Бурый
5
5
Не нормируется
2
2. Содержание оксида магния (MgO), % по массе, не более
Любой
5
5
Не нормируется
5
3. Содержание сернистых и сернокислых соединений в пересчете на SO3, % по массе, не более:
для кислой золы
Любой
3
5
3
3
для основной золы
Бурый
5
5
6
3
4. Содержание щелочных оксидов в пересчете на Na2O, % по массе, не более:
для кислой золы
Любой
3
3
3
3
для основной золы
Бурый
1,5
1,5
3,5
1,5
5. Потеря массы при прокаливании (п.п.п.), % по массе, не более:
для кислой золы
Антрацитовый
20
25
10
10
Каменный
10
15
7
5
Бурый
3
5
5
2
для основной золы
Бурый
3
5
3
3
6. Удельная поверхность, м2/кг, не менее:
для кислой золы
Любой
250
150
250
300
для основной золы
Бурый
250
200
150
300
7. Остаток на сите № 008, % по массе, не более:
для кислой золы
Любой
20
30
20
15
для основной золы
Бурый
20
20
30
15
Примечания:
1. Допускается в основных золах содержание свободного оксида кальция СаОсв и оксида магния MgO выше указанного в таблице, если обеспечивается равномерность изменения объема образцов при испытании их в автоклаве или применение этих зол обосновано специальными исследованиями бетона по долговечности с учетом конкретных условий эксплуатации.
2. Допускается в золах содержание сернистых и сернокислых соединений и потеря массы при прокаливании выше указанных в таблице, если применение этих зол обосновано специальными исследованиями по долговечности бетонов и коррозионной стойкости арматуры.
3. Допускается в золах I - III видов больший остаток на сите № 008 и меньшая величина удельной поверхности, чем указано в таблице, если при применении этих зол обеспечиваются заданные показатели качества бетона.
1.2.2. Золы в смеси с портландцементом должны обеспечивать равномерность изменения объема при испытании образцов кипячением в воде, а основные золы III вида - в автоклаве.
1.2.3. Влажность золы должна быть не более 1 % по массе.
1.2.4. Золы-уноса в зависимости от величины суммарной удельной эффективной активности естественных радионуклидов Аэфф применяют:
для производства материалов, изделий и конструкций, применяемых для строительства и реконструкции жилых и общественных зданий при Аэфф до 370 Бк/кг;
для производства материалов, изделий и конструкций, применяемых для строительства производственных зданий и сооружений, а также строительства дорог в пределах территорий населенных пунктов и зон перспективной застройки при Аэфф свыше 370 Бк/кг до 740 Бк/кг.
При необходимости в национальных нормах, действующих на территории государства, величина удельной эффективной активности естественных радионуклидов может быть изменена в пределах норм, указанных выше.
Источник: ГОСТ 25818-91**: Золы-уноса тепловых электростанций для бетонов. Технические условия
Русско-английский словарь нормативно-технической терминологии > характеристики
-
19 метчик
tap
инструмент для нарезки внутренней резьбы (рис. 152). — тар is used to cut internal screw thread.
-, вторичный (конический) — second tap
для углубпения нарезки резьбы в глухом отверстии, — used to deepen the thread cut by the taper tap in a blind hole.
- окончательной обработки резьбы (цилиндрический) — plug tap not tapered, and is used to finish the threads.
-, первичный — taper tap
обычно конической формы для начала нарезки резьбы, — used for starting the thread, and is usually tapered.Русско-английский сборник авиационно-технических терминов > метчик
-
20 прилив
horn
(кабанчик крепления тяги)
- (лапка, ушко) — lug
- (утолщение) — boss
местное утолщенив корпуса или стенки отливки, или детали для нарезки внутренней резьбы. — а small local thickening of the body or wail of a casting or part in order to give more thickness for bearing area or to support threads.
-, направляющий (штепсельного разъема) — key
-, посадочный (посадочное место агрегата) — mounting pad
- рычага поворота лопасти (несущего винта) на лопасти (рис. 42) — blade pitch control horn. the rotor pitch control arm is attached to the blade horn.Русско-английский сборник авиационно-технических терминов > прилив
- 1
- 2
См. также в других словарях:
Резьбы — Резьба равномерно расположенные выступы или впадины постоянного сечения, образованные на боковой цилиндрической или конической поверхности по винтовой линии с постоянным шагом. Является основным элементом резьбового соединения, винтовой… … Википедия
базовая плоскость конической резьбы — базовая плоскость Плоскость, перпендикулярная к оси резьбы и служащая для определения осевого положения основной плоскости конической резьбы или взаимного осевого положения сопрягаемых деталей, имеющих коническую резьбу. Примечание Базовая и… … Справочник технического переводчика
приведённый средний диаметр резьбы — Значение среднего диаметра, увеличенное для наружной резьбы (или уменьшенное для внутренней резьбы) на суммарную величину отклонений шага и угла наклона профиля резьбы. [http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика
Шаг резьбы — Резьба равномерно расположенные выступы или впадины постоянного сечения, образованные на боковой цилиндрической или конической поверхности по винтовой линии с постоянным шагом. Является основным элементом резьбового соединения, винтовой… … Википедия
ГОСТ Р 51906-2002: Соединения резьбовые обсадных, насосно-компрессорных труб и трубопроводов и резьбовые калибры для них. Общие технические требования — Терминология ГОСТ Р 51906 2002: Соединения резьбовые обсадных, насосно компрессорных труб и трубопроводов и резьбовые калибры для них. Общие технические требования оригинал документа: 1 ведущая боковая сторона: Фронтальная боковая сторона;… … Словарь-справочник терминов нормативно-технической документации
основной профиль резьбы — Общий для наружной и внутренней резьбы профиль, который определен номинальными размерами его линейных и угловых элементов и является основой для определения номинального профиля резьбы. Примечание Термин применяют, в основном, для таких резьб, у… … Справочник технического переводчика
ГОСТ Р 51365-2009: Нефтяная и газовая промышленность. Оборудование для бурения и добычи. Оборудование устья скважины и фонтанное устьевое оборудование. Общие технические требования — Терминология ГОСТ Р 51365 2009: Нефтяная и газовая промышленность. Оборудование для бурения и добычи. Оборудование устья скважины и фонтанное устьевое оборудование. Общие технические требования оригинал документа: 3.1 адаптер: Конструктивный… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р 53366-2009: Трубы стальные, применяемые в качестве обсадных или насосно-компрессорных труб для скважин в нефтяной и газовой промышленности. Общие технические условия — Терминология ГОСТ Р 53366 2009: Трубы стальные, применяемые в качестве обсадных или насосно компрессорных труб для скважин в нефтяной и газовой промышленности. Общие технические условия оригинал документа: 3.1 анализ плавки (heat analysis):… … Словарь-справочник терминов нормативно-технической документации
СТО Газпром 2-4.1-228-2008: Технические требования к насосно-компрессорным трубам для месторождений ОАО "Газпром" — Терминология СТО Газпром 2 4.1 228 2008: Технические требования к насосно компрессорным трубам для месторождений ОАО "Газпром": 3.2 бесшовная труба : Трубное изделие из деформируемой стали, изготовленное без сварного шва способом… … Словарь-справочник терминов нормативно-технической документации
рабочая высота профиля резьбы — (H1) Длина проекции участка взаимного перекрытия профилей сопрягаемых наружной и внутренней резьб на перпендикуляр к оси резьбы. Примечание Для конической резьбы рабочую высоту профиля определяют между двумя параллельными прямыми, касательными к… … Справочник технического переводчика
Основной профиль резьбы — 36. Основной профиль резьбы D. Grundprofil des Gewindes E. Basic profile F. Profil de base Общий для наружной и внутренней резьбы профиль, который определен номинальными размерами его линейных и угловых элементов и является основой для… … Словарь-справочник терминов нормативно-технической документации